




金相分析技术可以分为宏观金相分析技术和微观金相分析技术。宏观金相分析是指用肉眼或借助30倍以下的放大镜对金属的组织和缺陷进行检查,一般要经过化学试剂的腐蚀,腐蚀方法主要由冷蚀、热蚀和电解腐蚀,腐蚀所用的化学试剂应依据材料种类按标准中的规定选取。
今天,天纵鉴定(SKYLABS)的小编特别参考摘选了王荣老师《理化检验—物理分册》中的部分内容,让我们共同学习一下产品质量鉴定中如何利用宏观金相分析技术进行质量判断。
1. 一般试验要求
首先以合同双方约定的技术条件为评定依据。若合同中没有约定,质量鉴定人员以参考国家标准或者ASTM、ASM、ISO等国际标准、行业标准、企业标准等,但在确定评定依据前需征得双方同意。试验方法应和选取的评定依据相对应,优先选择被相关机构认可的试验方法。对于样品的数量、尺寸、位置和取样时的具体要求应严格按照标准中的要求进行。
在对缺陷进行评级时首选和试验方法对应的评级图,较常用的评级图如有:GB/T 1979-2001《结构钢低倍组织缺陷评级图》,YB/T 4002-2013《连铸钢方坯低倍组织缺陷评级图》,YB/T 4003-1997《连铸钢板坯低倍组织缺陷评级图》等,具体评级时要注意试样的状态和原始规格,要使用和其对应的评级图进行评定。
2. 一般试验方法
酸蚀试验方法主要有热酸蚀法、冷酸蚀法和电解蚀法三种。若无特别说明,以热酸蚀试验为准。
1)热酸蚀试验
热酸蚀试验有四个要素:
● 侵蚀剂
● 侵蚀温度
● 侵蚀时间
● 试验检验面的粗糙度
热酸蚀的操作方法严格按相关标准进行,如GB/T 226-2015《钢的低倍组织及缺陷酸蚀检验法》等。热酸蚀一般要求检测面表面粗糙度Ra≤1.60μm。
2)冷酸蚀试验
冷酸蚀不需要加热设备,比较适合于要保证原始外形的大型锻件和其它机械构件,冷酸蚀一般要求试样表面粗糙度Ra≤0. 80μm。冷酸蚀可在现场进行,比热酸蚀灵活,适用性较广,但冷酸蚀显示钢的偏析缺陷时,其反差对比度较热酸蚀效果差一些,其结果评定也有一些不同。
3)电解腐蚀试验
电解腐蚀试验是近些年发展起来的一种试验方法,其原理不同于热、冷酸蚀试验。
电解腐蚀较常用的腐蚀液为15%~30%体积分数的工业盐酸水溶液,电解液温度通常为室温。使用的电解电压小于36V,电流在400A以下,电解时间一般为5~30min,以清晰地显示材料的低倍组织缺陷为准。
电解腐蚀一次可放入多个试样,但需保证试验面和电极板之间的距离,试验面和电极板相对,且平行放置。
电解腐蚀具有操作简便、效率高、酸的挥发度和空气污染小等特点,比较适用于批量检验和原材料的入库复验。
3. 失效分析中的宏观金相分析
用于失效分析时的低倍试验操作和产品质量评定中的要求相同,但对试样和试验方法无统一要求,一般可以遵循以下原则:
1)能清楚的反映断裂部位的特征;
2)方便机床装夹和加工;
3)便于试验操作。要考虑实际酸侵槽的尺寸,样品太大时可先切割成可以放入酸槽试验的尺寸,采用统一的试验条件,完成全部试验后进拼接和拍照。样品不宜过厚,以免太重而不便操作。
4. 部分案例
案例1
风力发电机组变桨轴承外圈材料为42CrMo4V钢,在使用8个月时发生了断裂。失效分析时为了了解失效件的结构、材料质量和热加工工艺,对其做了剖面宏观低倍检查。
从上图“轴承滚道面和齿面的淬火硬化层特征”我们看到轨道面和齿面经过了表面硬化处理,整个检测面组织均匀、细腻,未见其它明显缺陷。
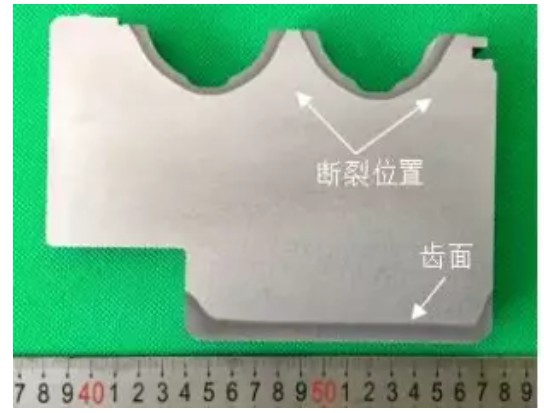
案例2
开裂失效的船用输出齿轮外形尺寸为:φ1395mm(外圆)×395mm(齿轮厚度),内孔为φ420mm,以自由锻件供货。
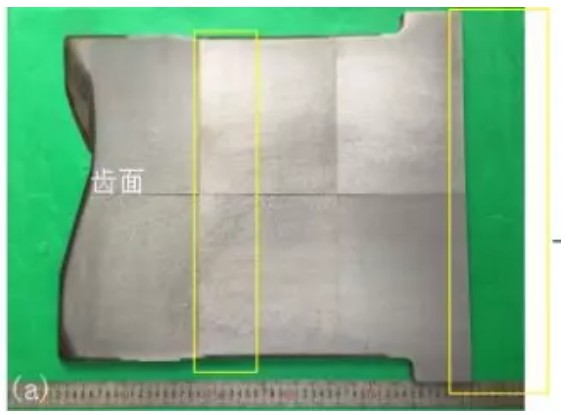
在进行锻造质量评定时,由于受加热酸槽尺寸的限制,也为了减轻样品重量利于操作,把整个试验面分割成6块分别试验,然后进行拼接。从案例2图片中的大齿轮表面渗碳层特征我们看到,除标注的两部分表面未见渗碳层特征外,其它区域的表面均存在渗碳层特征,整体上组织均匀、细腻,未见铸造枝晶和其它明显低倍缺陷。
金相分析是材料试验研究的重要基础手段之一,金相分析技术对材料晶体分析、断口判断、甚至是失火原因的调查中都发挥了至关重要的作用。它为更科学地评价材料提供了可靠的判断数据,因此它也是天纵鉴定在质量纠纷案件中最常使用的一种鉴定手段。